- Understanding Flow Rate, Head, and Slurry Properties
- How to Calculate Total Dynamic Head for Slurry Applications
- Slurry Density and Solids Concentration Affect Pump Size Directly
- Do Not Ignore Suction Conditions and NPSH
- When to Consider a Variable Frequency Drive
- Applying a Pump Performance Curve the Right Way
- Final Sizing Checklist Before You Select the Pump
- Conclusion
- Frequently Asked Questions About Slurry Pump Sizing
Slurry pump sizing means selecting a pump that can move your slurry at the required flow rate and pressure without causing excessive wear, cavitation, or unnecessary energy loss. You are matching the pump’s capacity, power, hydraulic design, and materials to the real conditions in your system, including the slurry itself, the piping layout, the suction conditions, and the operating demands.
Correct sizing matters because it directly affects how the system performs over time. When the pump is sized correctly, flow stays stable, component stress stays under control, and energy use remains more predictable. A properly sized slurry pump also handles abrasive solids more effectively, which helps extend the life of wear parts such as the impeller, casing, and liners.
If a slurry pump is sized incorrectly, the problems show up quickly. An undersized pump struggles to meet flow and head requirements and often runs under strain, which can lead to overheating, unstable operation, or early failure. An oversized pump wastes energy and can operate too far from its best efficiency point, which reduces efficiency and increases wear. Poor suction conditions can also create cavitation risk, especially when system resistance is overestimated or inlet conditions are not checked carefully.
This guide explains how to size a slurry pump step by step. You will learn how to define flow rate, calculate total dynamic head, evaluate slurry properties, account for density and solids concentration, check suction conditions, and use pump performance curves to select the right pump for your system.
Understanding Flow Rate, Head, and Slurry Properties
To size a slurry pump correctly, you need three core inputs: how much material you must move, how much energy it takes to move it, and what exactly you are pumping. If one of those inputs is wrong, pump sizing will drift off course.
Flow Rate
Flow rate defines how much slurry the system needs to move over a specific time. It sets the baseline for pump selection and is usually expressed in cubic meters per hour or gallons per minute.
Flow rate affects more than simple capacity. If flow is too low, solids can settle in the pipeline. If flow is too high, wear and energy use both increase. In slurry service, low velocity is not just inefficient. It can become a blockage risk if solids begin dropping out of suspension. Metso’s slurry guidance is blunt about this: at low velocities, head loss becomes difficult to predict and there is a real risk of solids settling out and blocking the pipe.
To determine required flow rate, start with the process requirement, not the pump catalog. For transport systems, base it on the volume of slurry moved per hour. For production systems, base it on throughput targets. For batch operations, divide the total volume by the required transfer time. If your process needs to move 120 m³ of slurry per hour, the pump must consistently deliver that flow under real operating conditions, not just under ideal water-test conditions.
Head
Head represents the energy required to move slurry through the system. It reflects the total resistance the pump must overcome and is measured in meters or feet. In slurry systems, total head is made up mainly of static head, friction losses, and sometimes velocity head, depending on the calculation method.
Static head depends on vertical lift. Friction losses depend on pipe length, pipe diameter, fittings, valves, roughness, and flow velocity. In slurry systems, friction losses are usually higher than they are for clean water because solids add extra resistance and can change the flow pattern.
Slurry Properties
A slurry is a mixture of liquid and solid particles, and those solids change how the fluid behaves. Key properties to evaluate include particle size and distribution, abrasiveness, density, solids concentration, and temperature. Larger or uneven particles can clog passages and increase impact wear. Hard solids such as sand or minerals increase wear rate. Higher temperatures can affect viscosity, sealing performance, and material durability.
If you ignore slurry characteristics, even a pump that looks correctly sized on paper can fail in real operation. That is one of the oldest traps in slurry pumping: a water-based answer pretending it understands a solids problem.


How to Calculate Total Dynamic Head for Slurry Applications
Total Dynamic Head, or TDH, is the total resistance the pump must overcome to move slurry through the system. If TDH is wrong, the rest of the sizing process starts wobbling like a cheap ladder.
What Makes Up TDH
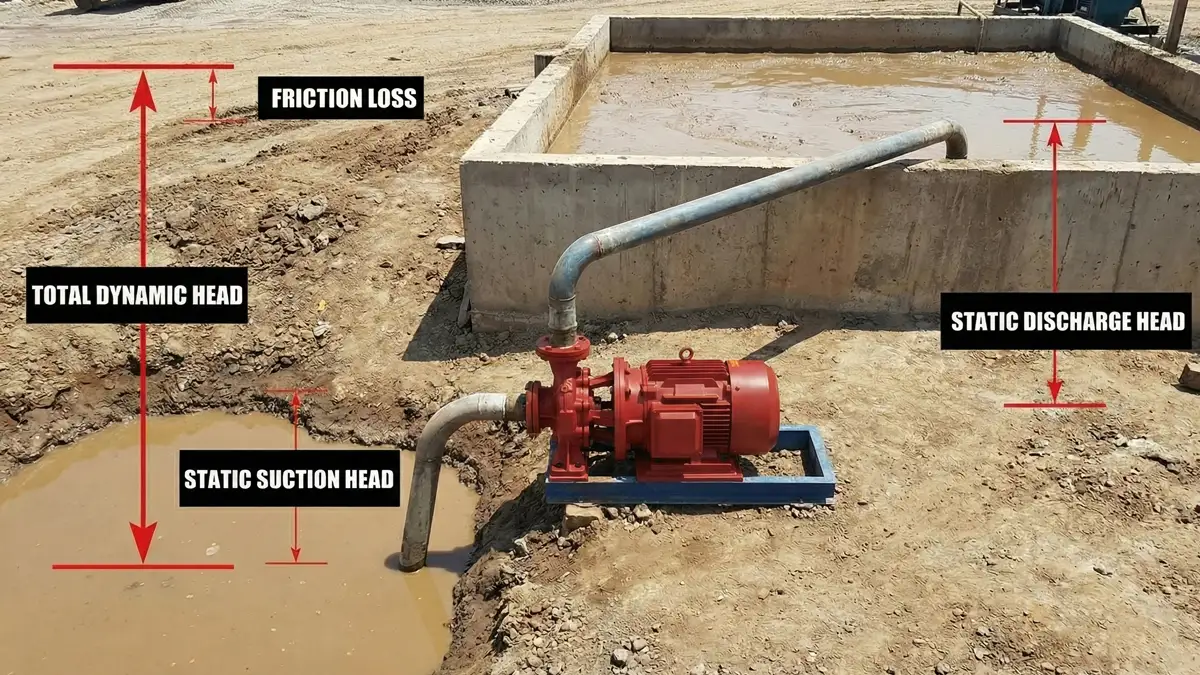
TDH usually includes three main parts:
- Static head: the vertical difference between the slurry source and the discharge point
- Friction losses: resistance from straight pipe, elbows, reducers, valves, and fittings
- Velocity head: the energy associated with flow velocity when treated separately in the method used
A simple expression is:
TDH = Static Head + Friction Losses + Velocity Head
In many practical calculations, velocity head is small and may be ignored if it is already accounted for elsewhere. Metso notes that pump differential head is also known as total dynamic head and that, in practice, velocity head is often a small value compared with the other components.
Step-by-Step TDH Calculation
Start by measuring the static head. If slurry moves from a sump to a discharge point 12 meters higher, static head is 12 meters. Then calculate friction losses in the pipe based on straight length, pipe diameter, fittings, valves, and operating flow. If the pipeline and fittings create 8 meters of friction loss and velocity head adds 2 meters, then:
TDH = 12 + 8 + 2 = 22 meters
That gives you a water-based starting point.
Why Slurry TDH Needs Correction
Water-based TDH is only the beginning. Slurry creates more resistance than clean water because solids increase mixture density, disrupt flow, and can change viscosity and transport behavior. For higher concentrations, the effective head requirement usually rises above the clean-water estimate. Metso’s handbook notes that higher-concentration slurry friction losses should be corrected rather than treated like water, especially as solids loading rises.
If your water-based TDH is 22 meters and slurry correction increases effective head by 15 percent, the adjusted TDH becomes:
22 × 1.15 = 25.3 meters
That corrected number is a far better basis for pump selection than pretending water and slurry are cousins close enough to share shoes.
Slurry Density and Solids Concentration Affect Pump Size Directly
As soon as solids are added, the fluid becomes heavier, more resistant to movement, and more damaging to the pump. Density and solids concentration are two of the biggest sizing variables in slurry service.
Slurry Density
Density reflects how heavy the slurry is compared with water. A denser slurry places a higher load on the pump, increases required motor power, and raises mechanical stress under the same flow and head conditions. That is why water-based power calculations cannot be used as the final answer when sizing a slurry pump.
Solids Concentration
Solids concentration defines how much solid material is present in the mixture, whether expressed by weight or by volume. As concentration rises, the slurry becomes harder to move, efficiency drops, and wear increases. If velocity is not maintained, settling risk also grows.
This affects pump selection in several ways. Higher density and solids concentration may require more motor power, different impeller sizing, lower operating speed, more wear-resistant materials, and more conservative operating margins. If these factors are ignored, pumps are often undersized and reliability goes downhill fast.

Do Not Ignore Suction Conditions and NPSH
This is one of the most useful additions to the draft.
Discharge-side calculations get most of the attention, but suction-side conditions matter just as much. A slurry pump that looks fine on flow and TDH can still fail badly if inlet conditions are poor. In practical terms, you need to confirm that the system provides enough Net Positive Suction Head Available, or NPSHA, relative to the pump’s Net Positive Suction Head Required, or NPSHR, with a sensible operating margin. Poor suction conditions increase cavitation risk, raise wear, and destabilize operation. Metso specifically warns that poor suction conditions can lead to cavitation and higher wear than expected.
That means suction piping, sump design, inlet velocity, and fluid level all deserve attention during sizing. A pump selected only from the discharge side is like judging a marriage from the wedding photos. Looks promising, but you have skipped the hard part.
When to Consider a Variable Frequency Drive
A slurry system does not always run under steady conditions. Flow demand shifts, solids concentration changes, and system resistance can move around. In those cases, a Variable Frequency Drive can help by adjusting pump speed instead of forcing the system to adapt to constant full-speed output.
A VFD is most useful when flow requirements vary, slurry properties change over time, or the system runs continuously but not always at full capacity. Speed control can reduce energy use, lower internal stress, and provide better control than throttling. KSB’s guidance on speed control for centrifugal pumps also points to frequency-based control as an efficient way to adjust output to actual demand.
That said, a VFD is not free magic. It adds cost and control complexity. If the system operates at one stable duty point, a properly sized fixed-speed pump is often the cleaner answer.

Applying a Pump Performance Curve the Right Way
A pump performance curve shows how the pump behaves at different flow and head conditions. It is where sizing stops being theory and starts being selection.
Start with the Required Duty Point
Plot the required flow rate and TDH on the pump curve. Then check whether that operating point falls near the Best Efficiency Point, or BEP. The original draft gets this right: operating too far from BEP reduces efficiency, increases wear, and makes performance less stable.
That point deserves extra emphasis because competitor and manufacturer guidance leans on it hard. Wear behavior changes away from BEP, and Metso specifically shows different wear patterns at BEP, left of BEP, and right of BEP.
Adjust the Curve for Slurry, Not Water
Pump curves are usually based on water. Slurry changes performance. Head and efficiency typically drop when solids are present, higher viscosity raises resistance, and coarse particles change the way the mixture moves through the pump. That is why derating factors or slurry-specific correction methods should be applied before making the final selection.
Use the Curve to Check More Than One Thing
Do not stop at flow and head. Check that the operating point stays in a healthy range around BEP, that the motor has enough power margin for the slurry duty, and that suction conditions remain acceptable. This is where many bad selections still happen: someone hits the duty point but misses the operating reality.
Final Sizing Checklist Before You Select the Pump
Before locking in a slurry pump, confirm these items:
- required flow rate under real process conditions
- corrected TDH for slurry, not just water
- slurry density and solids concentration
- particle size, abrasiveness, and viscosity effects
- suction conditions and NPSH margin
- operating point relative to BEP
- power requirement with slurry load included
- materials and wear protection suited to the slurry
- whether fixed speed or VFD control makes more sense for the duty
That list is not glamorous, but neither is emergency downtime.
Conclusion
Sizing a slurry pump starts with three core inputs: flow rate, total dynamic head, and slurry characteristics. Flow rate defines how much material must move. TDH defines how much resistance the system creates. Slurry properties define how the mixture behaves under real operating conditions. When those inputs are accurate, pump selection becomes far more reliable.
The strongest version of this blog also has to say one more thing plainly: do not size a slurry pump as if it were a water pump with bad manners. Competitor and manufacturer guidance makes clear that suction conditions, settling velocity, slurry correction factors, and operation near BEP are all part of a real slurry sizing decision, not optional side notes.
When the pump is sized correctly, it runs closer to its optimal range, handles solids more effectively, reduces wear, lowers downtime, and keeps maintenance more predictable. When it is sized badly, the system usually tells you in the most expensive way possible.

Frequently Asked Questions About Slurry Pump Sizing
What happens if a slurry pump is oversized?
An oversized pump can operate too far from its best efficiency point, which reduces efficiency, increases energy use, and can create unstable flow conditions over time.
How do you estimate the flow rate for slurry systems?
Base the flow rate on the process requirement, including how much material must move and how quickly the transfer must happen. Do not start with what the pump can deliver and work backward.
Can you use water-based calculations for slurry pumps?
Only as a starting point. Slurry requires correction factors for head, efficiency, power, and often friction behavior because density, solids concentration, and particle effects change the duty.
Why does suction condition matter in slurry pump sizing?
Poor suction conditions can cause cavitation, raise wear, and destabilize performance even if the discharge-side calculation looks correct. That is why NPSH and inlet conditions should be checked during selection.
Why does pipeline velocity matter in slurry systems?
If velocity drops too low, solids can settle in the pipeline, making head loss harder to predict and increasing blockage risk. In slurry service, minimum transport velocity matters almost as much as maximum wear velocity.
What is the most important factor in slurry pump selection?
There is no single factor that stands alone. The final selection depends on the combined effect of flow, TDH, suction conditions, slurry characteristics, and where the pump will operate on its performance curve.
Do slurry pumps require more maintenance than water pumps?
Yes. Slurry causes more wear because solids increase abrasion, impact, and resistance, which leads to more frequent inspection and wear-part replacement.